An Elegant Solution to a Complicated Machined Casting Project
We love a challenge at The Federal Group, so when a client came to us with 0.0001-inch tolerances and a tight deadline, we crafted an elegant (and efficient) machined casting solution.

How We Used Precision and Patience to Manufacture on a Tight Deadline—With Even Tighter Tolerances
When we were approached by a potential client who was seeking investment casting services, we jumped at the opportunity to tackle what most manufacturers would consider to be an onerous assignment.
This machine builder was looking for a manufacturing partner who could create the highest possible quality machined castings. They wanted not only someone who could adapt to their castings’ crazy-tight tolerances—in some cases, as small as 0.0001 inches!—but who could also complete the project on time and within budget.
We pride ourselves in our capability for creating intricate and detailed parts, and the comprehensive process we go through with our clients to make sure the final product is exactly what they need. We knew The Federal Group would be a perfect fit for this challenge, and we were right—even if the process of manufacturing these parts ended up being almost as complicated as performing brain surgery.

The Challenge: Maneuvering a Tight Fit
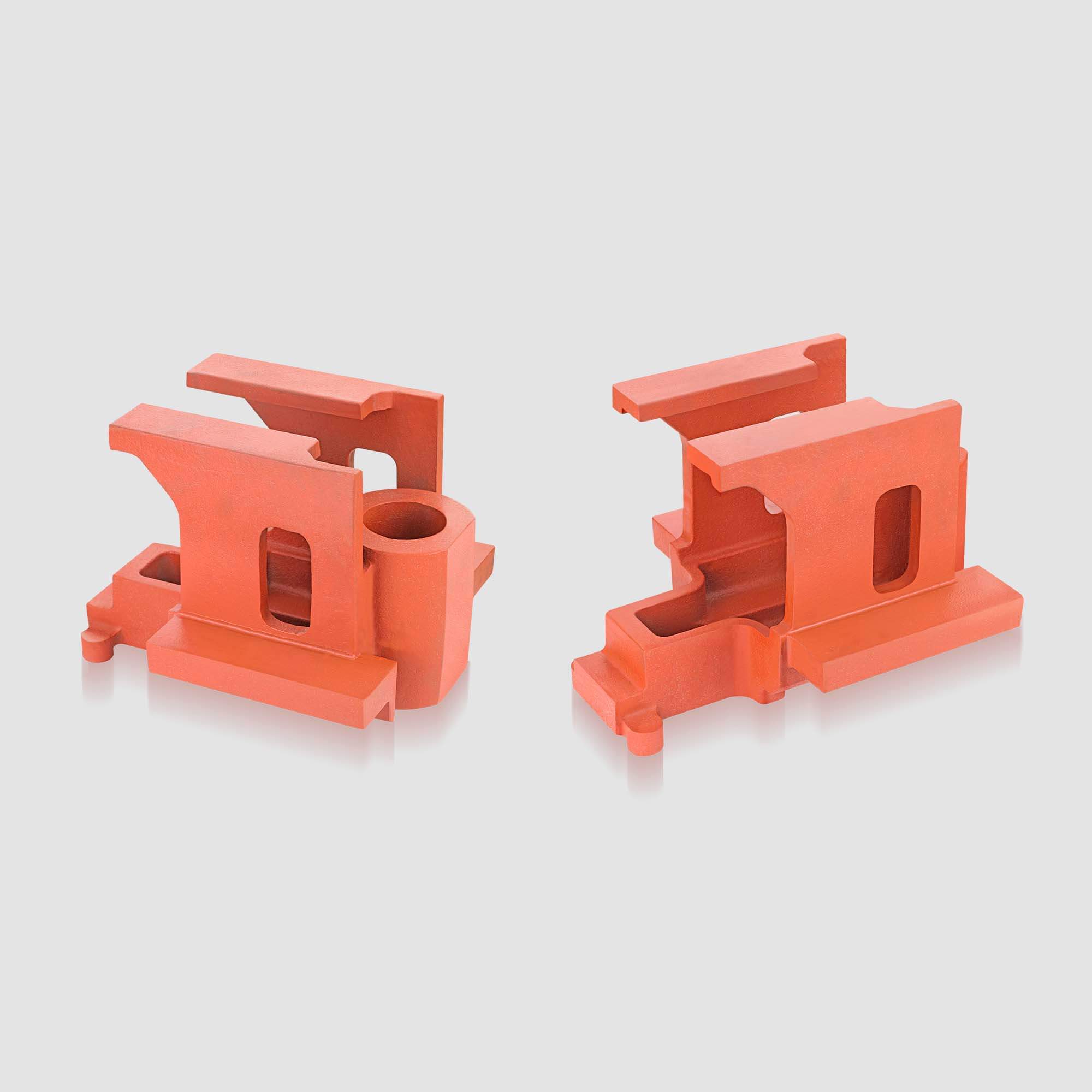
Our client came to us with drawings for 18 different parts. Each one of them resembled a miniature sculpture, with the total number of parts to be cast and machined at 540 pieces for each of five segments. This client presented us with tolerances tighter than most of our engineers had ever seen in their 40+ year careers.
Besides the challenge with those tolerances, we found issues with their existing drawings, which weren’t matching up with the actual castings. By the time our client approached us, the castings had been produced for quite some time by a different manufacturer. At that foundry, whenever the machinists or engineers would make a change to the parts, the change would be recorded in the factory but never got transferred back to the print drawings.
Because of those discrepancies, we discovered issues such as through-holes where they shouldn’t be, and missing through-holes where they needed to be bolted one part to another.

The Analysis: Regulating the Temperature
To bring everything into tolerance, we started by measuring every part to make any necessary adjustments. We measured every dimension on these investment castings with an electronic coordinate measuring machine, or CMM, in combination with gauges and calipers.
Upon analysis by our engineers, we discovered that the client had been using parts manufactured in the northern part of North America during the cold winter months, while we’d be manufacturing in the middle of July and August. As it turned out, because the dimensions were so critical, that change in heat and humidity had created enough differences in the dimensions to be an issue.
Engineering a Solution: Just a Little Patience
We knew we needed to find a way around our fluctuating heat and humidity variables. We discovered that even when the pieces were moved from one room at one temperature to another, the change in heat and humidity would affect the measurements. This can be explained through a physics concept known as thermal expansion. When a material, even a solid such as a metal, is heated, that increase in energy causes the atoms and molecules to move more and to take up more space—that is, to expand.
Typically, when the client receives the manufactured parts from us, they’ll examine the product immediately to make sure everything’s up to par. To avoid any unintentional discrepancies between the drawings and the finished product, we had to instruct our client to be a little more patient. Upon receipt of the manufactured parts, they’d need to let the parts sit and acclimate in their building for three or four days before taking them out to measure.
The Outcome: Invested in Success
For our client, we designed patterns for the castings. After the patterns were manufactured, we made 3D scans to ensure the patterns would produce the castings to the specifications called out in the drawings.
Once we were certain we had the patterns perfected, the castings were poured and cooled using an investment casting process. Also known as lost wax casting, investment casting was perfect for this complicated project, as it allows for very precise metal features that can produce accurate and smooth finishes. After making a master mold, wax is injected to create a wax pattern before being covered with a refractory ceramic material to become a ceramic mold.

Next, the castings were machined on both vertical and horizontal CNC machines. CNC, or computer numerical control, uses programmed computers to automate machine instruments. To ensure the stringent tolerances could be met, we determined fixturing for each part built. Among the 540 pieces, there were more than 50,000 total dimensions needing to be machined. Measuring the pieces took hours per part, as the parts ranged from 52 machined dimensions to 213 machined dimensions that required checking.
Finally, we made any adjustments needed to ensure all dimensions were in tolerance for future production of these parts. In the end, we were able to create intricate machined castings that matched up to our client’s high expectations.
This is just one example of how the Federal Group can use precision CNC machining in manufacturing complicated parts. From wood routing to laser cutting and 3D printing, CNC machines can be tailored to nearly every manufacturing process, and works with materials from metals to woods, acrylics, foams, and thermoplastics.
Contact us today for more information on our CNC manufacturing services and investment casting services.
Client Testimonials
 Trustindex verifies that the original source of the review is Google.
Trustindex verifies that the original source of the review is Google. Jonathon Lanham2025-09-26Mike Allen and The Federal Group have been an absolute pleasure to work with. From the first day we reached out to them they responded punctually and professionally and helped us with every step of the process. We came to them with a budget conscious challenge and they delivered above and beyond a fitting and accurate solution. A quality finished part that has improved the overall quality of our product, and that's what really counts. Thank you to The Federal Group!Trustindex verifies that the original source of the review is Google.Sean Brockhouse2025-04-20Sandor Holzer has gone above and beyond helping us to get another part ramped up for production, creative getting samples ahead of schedule so we could meet tight timelines. Outstanding customer service!!Trustindex verifies that the original source of the review is Google.Melissa Quiroz2024-08-09Good company, knowledgeable staff, product was exactly what i asked for. Got me out of a jam!Trustindex verifies that the original source of the review is Google.Alex Armstrong2023-12-15Steve was great to work with and was always available when needed.Trustindex verifies that the original source of the review is Google.Jon Ramsey2023-10-07Mike at TFG was tenative to our supply needs and an immense help! Took on a project that was quite large and daunting, only to be resilient through the task challenges. In conclusion, everything was completed successfully and a huge success. Would recommend and I plan to use them for future projects. Thanks again Mike and TFG team.Trustindex verifies that the original source of the review is Google.Nic Robinson2023-10-05Steve Bogdanovich has been critical to our team meeting deadlines with a quality product. The communication and customer service is top notch. We know we can rely on Steve and The Federal Group team to get us a quality product and in a timely manner. We've sent all of our casted parts through them because we know we will get the best service, and they keep us informed through every step in the process.Trustindex verifies that the original source of the review is Google.Sean Connelly2023-06-21The Federal Group was great to work with. Steve was very professional and diligent in providing good advice/feedback as well as following up with me. Look forward to working with them in the future as well!Trustindex verifies that the original source of the review is Google.Sher Stahl2020-07-10The Federal Group is a top-notch supplier of ours. They take quality very seriously and strive to ensure we have exactly what we want and when we need it. Communication is excellent. Service is excellent. I have worked with this supplier directly for better than 7 years now, and still considered one of my best suppliers. We've recently expanded our product line with this company and are excited to partner on this line and on future projects. Words cannot express how grateful I am to have such a responsive company, and rep, Richard, to work with. I highly recommend this supplier.Trustindex verifies that the original source of the review is Google.Marshall2020-06-30Excellent customer service and products!
Jonathon Lanham2025-09-26Mike Allen and The Federal Group have been an absolute pleasure to work with. From the first day we reached out to them they responded punctually and professionally and helped us with every step of the process. We came to them with a budget conscious challenge and they delivered above and beyond a fitting and accurate solution. A quality finished part that has improved the overall quality of our product, and that's what really counts. Thank you to The Federal Group!Trustindex verifies that the original source of the review is Google.Sean Brockhouse2025-04-20Sandor Holzer has gone above and beyond helping us to get another part ramped up for production, creative getting samples ahead of schedule so we could meet tight timelines. Outstanding customer service!!Trustindex verifies that the original source of the review is Google.Melissa Quiroz2024-08-09Good company, knowledgeable staff, product was exactly what i asked for. Got me out of a jam!Trustindex verifies that the original source of the review is Google.Alex Armstrong2023-12-15Steve was great to work with and was always available when needed.Trustindex verifies that the original source of the review is Google.Jon Ramsey2023-10-07Mike at TFG was tenative to our supply needs and an immense help! Took on a project that was quite large and daunting, only to be resilient through the task challenges. In conclusion, everything was completed successfully and a huge success. Would recommend and I plan to use them for future projects. Thanks again Mike and TFG team.Trustindex verifies that the original source of the review is Google.Nic Robinson2023-10-05Steve Bogdanovich has been critical to our team meeting deadlines with a quality product. The communication and customer service is top notch. We know we can rely on Steve and The Federal Group team to get us a quality product and in a timely manner. We've sent all of our casted parts through them because we know we will get the best service, and they keep us informed through every step in the process.Trustindex verifies that the original source of the review is Google.Sean Connelly2023-06-21The Federal Group was great to work with. Steve was very professional and diligent in providing good advice/feedback as well as following up with me. Look forward to working with them in the future as well!Trustindex verifies that the original source of the review is Google.Sher Stahl2020-07-10The Federal Group is a top-notch supplier of ours. They take quality very seriously and strive to ensure we have exactly what we want and when we need it. Communication is excellent. Service is excellent. I have worked with this supplier directly for better than 7 years now, and still considered one of my best suppliers. We've recently expanded our product line with this company and are excited to partner on this line and on future projects. Words cannot express how grateful I am to have such a responsive company, and rep, Richard, to work with. I highly recommend this supplier.Trustindex verifies that the original source of the review is Google.Marshall2020-06-30Excellent customer service and products!








